Расчет длительности цикла обработки деталей
Длительность цикла простого процесса – время изготовления отдельных деталей.
Его основную часть составляет технологический цикл, состоящий из длительности операционных циклов ТО и длительности межоперационных перерывов ТМО.
Таблица 2 – Исходные данные для расчёта
|
n |
p |
Трудоёмкость операций, мин |
ТМО, мин |
ТЕ, ч. | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | ||||
|
368 |
46 |
7 |
2 |
1 |
5 |
4 |
2,5 |
600 |
4 |
Операционный цикл – время обработки партий деталей на одной операции. Он равен
![]() ,
,
где n – размер партии деталей;
![]() – норма штучно-калькуляционного времени на i‑ой операции, мин;
– норма штучно-калькуляционного времени на i‑ой операции, мин;
![]() – число рабочих мест на i‑ой операции,
– число рабочих мест на i‑ой операции, ![]() =1.
=1.
При многооперационном процессе совокупная длительность операционных циклов (ТС) зависит от вида движения партий деталей.
При последовательном виде движения партий и деталей с операции на операцию передается после полного окончания ее обработки на предыдущей операции.
Совокупная продолжительность операционных циклов при последовательном виде движения определяется по формуле:
 .
.
При последовательно-параллельном виде движения партии деталей передаются с операции на операцию частями – передаточными партиями (р) при этом операции должны протекать без перерывов.
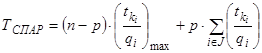
Совокупная продолжительность операционных циклов при последовательно-параллельном виде движения определяется по формуле:
![]() ,
,
где  – сумма наименьших операционных циклов из каждой пары смежных операций.
– сумма наименьших операционных циклов из каждой пары смежных операций.
При параллельном виде движения партии деталей передаются частями, которые запускаются на последующие операции сразу же после их обработки на предыдущих операциях независимо от всей партии.
Совокупная продолжительность операционных циклов при параллельном виде движения определяется по формуле:
 ,
,
где  – максимальный операционный цикл.
– максимальный операционный цикл.