Планирование дискретного производства
Как осуществляется расчет длительности производственного цикла
Расчет длительности производственного цикла обработки партий деталей, сборки узлов. Знать величину Тц в серийном производстве необходимо для определения размеров НЗП, для расчета опережений и сроков запуска—выпуска партий деталей. Расчет Тц можно проводить аналитически, графически и графо-аналитически (для сборочных процессов).
Аналитический метод
За основу берется расчет, который соответствует последовательной обработке партий деталей на технологических операциях:

где n — размер партии;
Коп— количество операций;
tшкj— штучно-калькуляционное время на j-операции;
Рвыпj— процент выполнения норм времени;
qpmj— число рабочих мест на операции;
tмо— межоперационное время;
te— время естественных процессов (сушка, старение и т. д.).
Штучно-калькуляционное время (tшк) состоит из нормы времени обработки одной штуки и нормы подготовительно-заключительного времени, приходящегося на партию в целом, отнесенного к эазмеру партии. Штучно-калькуляционное время задается таблично или, при отсутствии табличных данных, расчет tшк ведется на основе установленного процента времени на подготовительно-заключительные действия (Рпз) от нормы штучного времени (tшк).
Межоперационное время tмо складывается из времени транспортировки tтр, контроля t кон и пролеживания t прол
Обычно Тсм и Ксм— величины постоянные, а количество мест qpm на каждой операции равно единице.
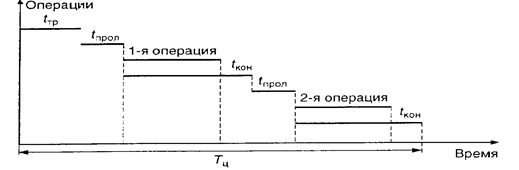
Рис. 3. График Тц для последовательной обработки партии деталей по операциям
![]()
В том случае, когда операции выполняются параллельно, с различной степенью перекрытия, в выражение добавляется коэффициент параллельности f равный 0,3—0,9. Тогда расчетное выражение примет вид:

Из всех составляющих длительности производственного цикла наибольшую сложность составляет определение t мо. Значение остальных составляюших определяется сравнительно легко.