Тактика краткосрочного планирования
Методы составления расписаний о загрузке цехов
Процесс расписания (рис. 1) начинается с планирования мощности, которая включает оборудование и его приобретение. На стадии агрегатного планирования
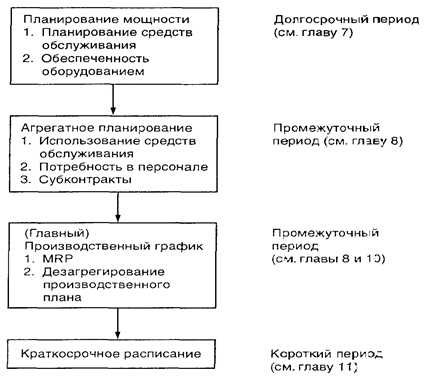
Рис. 1. Связь между краткосрочным расписанием и планированием мощности, агрегатным планированием и производственным графиком
рассматривался план в укрупненных единицах. Затем производственное планирование (производственный график) расщепляет агрегатный план и развивает (разрабатывает) сквозное (общее) расписание выхода готовых изделий. Общее расписание приводит решения по загрузке (мощностям), промежуточному планированию и производственным графикам к краткосрочным периодам, конкретным назначениям персонала, материалов и оборудования. В этой главе мы опишем конкретное составление расписания производства товаров и услуг на коротком отрезке (неделя, день или час).
Целями составления краткосрочных расписаний являются:
1) минимизировать время ожидания покупателя,
2) минимизировать время производственного процесса (дпц),
3) поддерживать низкие уровни запасов:
4) эффективно использовать оборудование и персонал.
Методы составления расписаний о загрузке цехов
Целью составления расписаний является оптимизация использования ресурсов так, чтобы генеральные цели производства были достигнуты. В главном процедура расписания состоит из назначения должных дат для специфических работ (ведущих).
Многие работы могут претендовать на использование ресурсов одновременно. Поломки машин, невыходы на работу, проблемы качества, дефицита и другие факторы осложняют условия производства. Поэтому назначение даты (числа) не дает уверенности, что работа будет представлена в соответствии с расписанием. Создание желаемых для выполнения в срок работ расписаний требует набора правил для того, чтобы определить последовательность, в которой расписываемые работы должны выполняться. Когда люди верят в эти правила и используют их, составление расписаний становится надежным и формальным средством коммуникаций.
Может использоваться много методов составления расписаний. Используемый тип (метод) зависит от объемов заказов, природы организаций и преобладающей сложности работ. Выбор метода также зависит от широты системы контроля над работами, представляющими производственный процесс. Например, мы можем поставить цель минимизировать или ограничить время простоев машин, на которых выполняются дорогостоящие операции, и в то же время мы можем захотеть минимизировать стоимость заделов, находящихся в производственном процессе.
Методы составления расписаний делятся на две категории:
· встречное расписание:
· расписание в обратном порядке (обратное расписание).
На практике часто отмечается комбинация эти двух категорий расписаний.
Встречное расписание. Встречное расписание предполагает, что поставка материалов и выполнение операции начинается сразу же, как только становятся известны потребности в них.
Встречное расписание используется в компаниях, изготавливающих металлургическую продукцию и инструменты для машиностроительных предприятий, где работы выполняются в соответствии с потребностями покупателей и доставка осуществляется так быстро, как это возможно. Встречное расписание хорошо подходит для случаев, где поставщик обычно находится за пределами (после) расписания. Логика опережающего (встречного) расписания обычно является причиной образования излишних заделов внутри производственного процесса.
Расписание в обратном порядке. В процедуре обратного расписания последняя операция процесса изготовления входит в расписание первой (расписывается первой). Затем остальные операции сводятся во времени в обратном порядке в соответствии с возникающей необходимостью. В результате этой процедуры получают время начала процесса. Обратное расписание хорошо работает в среде, окружающей MRP, и используется для определения запусков работ по цехам и времени выполнения ведущих операций и их последовательностей.